Design Of Sheet Metal Blanking And Piercing Dies

Different Types Of Press Working Operations Pdf Blanking Deep Drawing Deep Drawing Sheet Metal Metal Blanks

Double D Hole Punching Tool And Die Design Hole Punching Tool Design Metal Stamping

Sheet Metal Punch And Die Size Youtube Punch Sheet Metal Sheet
Die Basics 101 Starts With Eight Basic Components

Pin On Tool And Die Design

Blanking Metal Stamping Die In 2020 Metal Stamping Stamping Tools High Precision

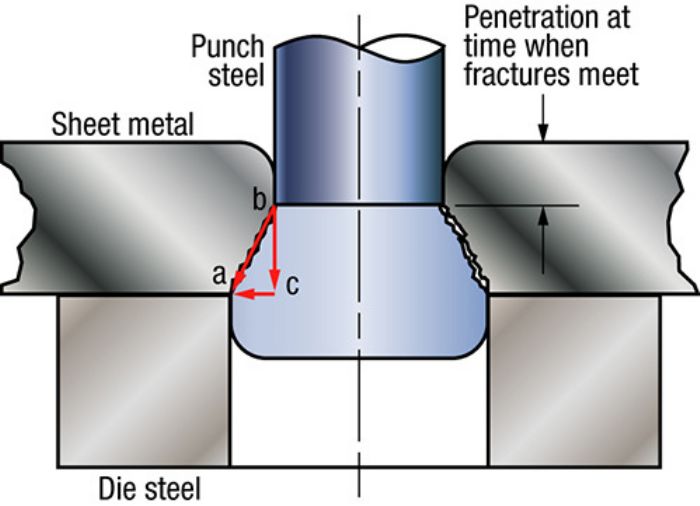
In blanking the piece is cut off from the sheet and it becomes a finished part.
Design of sheet metal blanking and piercing dies.
Dies Design Cutting Operations Part 2

Progressive Die Design Tool Design Metal Stamping Design

Progressive Tool And Die Design Design Mechanical Design Metal Stamping

Auto Part Car Sheet Metal Stamping Die Model Ry Sd003 Stamping Tools Metal Stamping Sheet Metal

Air To Oil Tube Hole Punching Press Metal Stamping Dies Hole Punch Compressed Air

Metal Blanking Process By Advantage Fabricated Metals
Pin On Manufacturing

Progressive Metal Stamping Die Design Stamping Tools Metal Stamping Tool Design

Pin On Sheet Metal Stamping

Fine Blanking Sheet Metal Sheet Shearing

Tool And Die Design Design Metal Stamping Tools

Pin On Diy 12 09 16

Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcs Etsaowcumvfawc0xofon5oahrrlii65fya Usqp Cau
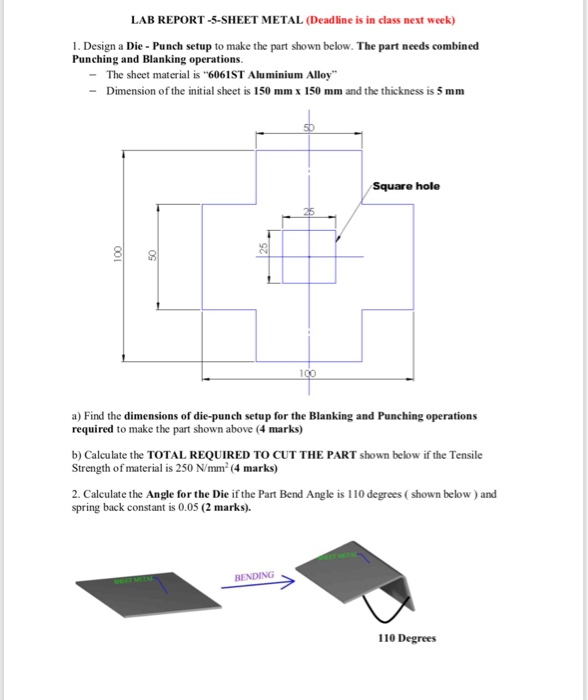
Solved 1 Design A Die Punch Setup To Make The Part Shown Chegg Com

Progressive Tool And Die Tooling

Metal Blanking Dies Hole Punching By Unipunch

Stamping Piercing Metal Bending Metal Processing Stamping Blanks

Plastic Stamping Tooling In 2020 Metal Stamping Dies Metal Stamping Custom Metal
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcqimvcx6fkvamtdibe3y4nv7rguere8radipze Pltreuim3nsd Usqp Cau

Tool And Die Maker Tool And Die Maker Manufacturing Tools

Deep Drawing Sheet Metal Deep Drawing Metal Shaping

Sheet Metal Cutting Operations Smlease Design
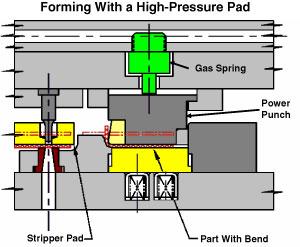
Understanding Horizontal Forces In Stamping Dies Metalforming Magazine Article

Oem Tungsten Optical Grinding Parts For Terminal Die Stamp Tungsten Drawings
Source : pinterest.com
